







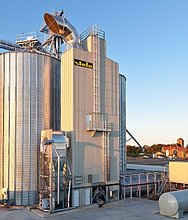



















100 tonnes of wood chips dry in 1 hour
(PA_ABOPR) – A Brazilian power plant operator is using wood chips to generate energy. First, they must be dried with a belt dryer system with an integrated hot water conversion station. The system is based on a BT 1/8400-58 series model from Stela Laxhuber GmbH, which had to be adapted from the ground up to optimise the system concept as a whole. First of all, a very high transmission capacity of 27 MW had to be achieved with a small temperature difference between steam for heating and hot water. Furthermore, since the system will operate at an altitude of 800 m with significant climate fluctuations, the whole hot water circuit had to be designed to handle frosty conditions. The system also had to be packaged in individual parts in a very confined space to allow it to be shipped to Brazil in standard containers. To adapt the belt dryer to the unique performance requirements, Stela Laxhuber commissioned engineers from Gammel Engineering GmbH, who specialise in highly efficient energy systems, to plan and design the steam-hot water conversion station. The planners worked closely with Pewo Energietechnik GmbH, who were responsible for the overall installation. Despite demanding structural engineering and cramped space constraints, the entire facility was built in Elsterheide and then dismantled and transported to its destination in five shipping containers.
“After we received the order from our Brazilian client, in 2019 we started looking for a planning office that specialised in this field,” explains Andreas Rauscheder, project manager and authorised officer at Stela Laxhuber GmbH. “We chose Gammel Engineering because of their decades of experience in planning and designing sophisticated and innovative steam concepts and working with high temperatures.” The system was based on a BT 1/8400-58 belt dryer from Stela Laxhuber GmbH, with an active drying surface of 8.4 m in width and 58 m in length. The drying process itself takes place using a special hot water conversion station, which had to be adapted and integrated into the system. “The specific requirement was to generate hot water at 129°C from saturated steam at a temperature of 131°C – with a transmission capacity of 27 MW,” explains Thomas Zweier, project manager at Gammel Engineering GmbH. “The planning challenge for us therefore was to ensure a very high transmission capacity with a low temperature difference (gradient) between the primary and secondary sides, or steam and hot water.” The system had to be flexible enough to effectively handle the variance in output caused by the different water contents of the wood chips to be dried and the different intake air conditions in the different seasons. At the same time, the system operator also needs to be able to maintain individual components of the system during partial load operation. The basic concept for the belt dryer was therefore completely revised and the dimensions were optimised for export and shipping in sea containers.
Special piping delivers uniform drying results
Gammel Engineering initially developed two concepts for the implementation with detailed and precise cost calculations. “The large transfer capacity and the required transport sizes meant that a double heat exchanger system, which can be operated in cascade, was chosen,” says Zweier. Fresh air is fed through heating registers in the hot water circuit of the system and heated before flowing through the material to be dried, which is made up of bark and wood chips. All drying registers should be supplied with the same amount of water and the same flow temperature to achieve a uniform drying result along the entire length of the belt. So-called “Tichelmann piping” in conjunction with throttle valves was installed for this purpose. This is supported by the arrangement of the exhaust fans on both sides.
“To meet the targets for temperatures and performance, the energy contained in the steam had to be used to the maximum and converted into hot water,” explains Zweier. “Condensation subcooling down to 90 °C was provided for this purpose. For maximum steam efficiency, a condensate-side accumulation control with regulation of a fixed fill level in the heat exchanger has been implemented.” As the system will be installed at an altitude of 800 m and there is a risk of frost at times, the hot water circuit on the secondary side was planned and designed with a water-glycol mixture so that the system can be kept ice-free down to -35 °C. The fresh air fans and the heating registers themselves also feature frost protection to prevent freezing and damage to the registers.
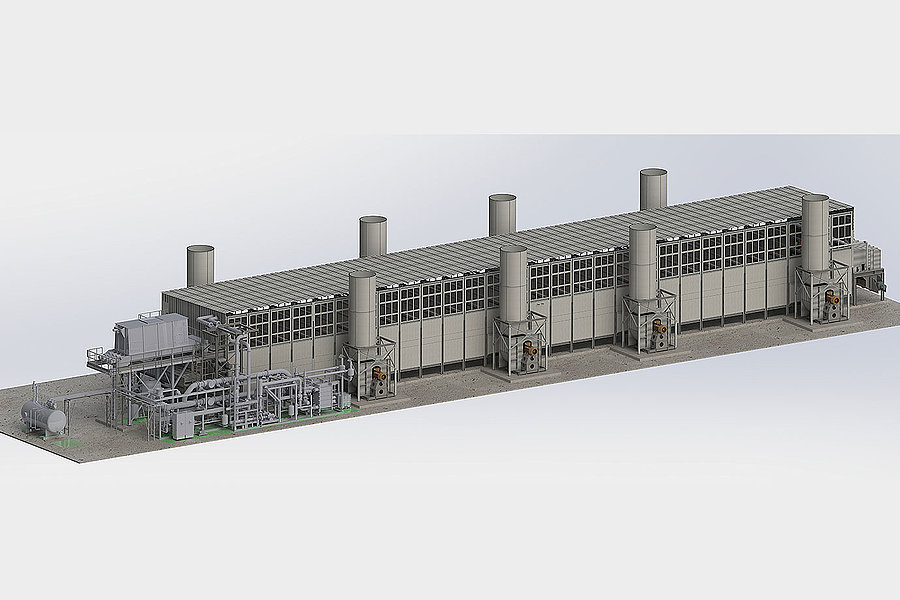
Whole system fits into five sea containers
For the system to be shipped to Brazil, in designing the conversion station and the piping care had to be taken to allow for the system to be divided or separated at appropriate points in the frame construction. This had to be done in a way that did not prevent access to fittings or control valves or impair the functioning of the system. The pre-assembly and disassembly was carried out by Pewo Energietechnik GmbH in Elsterheide in close cooperation with Gammel and Stela. “We had to be careful not to have too many unnecessary separations in sub-systems, as this would result in too much wasted space and less room for fittings or other operation-relevant components,” explains Benny Borgstedt, project manager at Pewo Energietechnik GmbH. “Furthermore, with the already limited space available for the whole system, it was important to consider the special pipe structure and their expansion possibilities, as the hot steam and water in combination with the different external temperatures would influence pipe expansion.” The situation was further complicated by the fact that during the planning phase the plant operator wanted the plant to be rotated 180 °, which took up additional time for the team. However, it was still possible to erect the entire conversion station in the company’s own spacious assembly halls in Elsterheide using state-of-the-art installation technology. Preliminary approval followed on 22 September 2020 with Stela and Gammel Engineering, so that shipping could begin in October. The efficient concept developed by the Gammel Engineering team and the close cooperation between all three companies have enabled the plant to operate at maximum efficiency with a high product mass throughput of up to 101 t/h of dried material. The operator can also carry out more than 95 per cent of the necessary regular maintenance work during normal plant operation without downtime.
More information: www.gammel.de, www.stela.de and www.pewo.com
Source: https://www.oekoenergie.cc/mega-hackschnitzeltrockner-fur-brasilien/


